














6轴2.5D复合材料喷水式超声C扫描成像检测系统技术方案
六轴喷水式超声C扫描成像检测系统
技术方案
北京北极星辰科技有限公司
2019年9月27日
目录
1.系统功能描述 3
1.1系统功能介绍 3
1.2 检测对象及要求 3
1.3 检测工艺流程 7
1.4 系统主要组成和工作原理 7
2. 机械机构 8
2.1 双X、Y(叉型)、Z六轴运动机构 8
2.2水循环系统 8
2.3 线性模组双XYZ轴系统 8
2.4喷水水咀 8
2.5 机电运动性能 9
3. 电气控制 10
3.1 运动控制系统 10
3.2 电机 10
3.3 手操遥控器 10
3.4 急停开关 10
3.5 高度集成的操作台 11
4. 超声系统 12
4.1 UT电子平台的结构和特点 12
4. 2 超声电子的性能参数 13
4. 3 技术专长和特点 14
5. C扫描软件 15
5.1数据采集和评估软件系统 15
5.2 数据后处理软件 16
7. 其他部件 16
7.1 电脑系统 16
7.2 探头 16
7.3 对比试块 18
7.4技术资料 18
8. 卖方供货范围一览表 19
9. 买方协助的项目 20
9.1 电源要求 20
9.2 水 20
9.3 地面基础 20
9.4 信号接地 21
9.5 零件吊装机构和安装吊装机构 21
9.6 网络接口 21
9.7 环境条件 21
9.8 操作员资质 21
10.买方供货范围一览表 21
11. 验收与售后服务 22
11.1 验收标准 22
11.2 预验收 23
11.3 最终验收 24
11.4 售后服务 24
12 质量保证及售后服务 24
12.1 质量保证 24
12.2 售后服务 25
13. 项目工期与进度规划 26
1.系统功能描述
1.1系统功能介绍
本C扫描成像检测系统可以无损、精细、高灵敏度地检测复合材料、钎焊等的质量。检测过程中可实时显示被测材料的A、B、 C、D四种扫描图像。
检测范围是1.5米*1米
如果实际检测面积为4米*1米,待检测完成1.5米的长度后,可以暂停扫查,向前推进1.5米后再开始扫查,这样4米长需要分3次扫查完成。
喷水C扫描示意图如右图
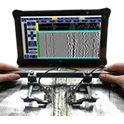
喷水C扫描设备照片如下图
1.2 检测对象及要求
设备主要用于检测复合材料内部气息、脱粘、分层等缺陷,及蜂窝钎焊质量,系统采用喷水耦合方式,利用高频超声波进行检测,生成多角度的可视化的检测图像结果,可对工件内部的缺陷进行直观图形显示和评估,同时自动计算气息率。检测结果图片如下:
复合材料C扫描图
机翼复材C扫描图:
蜂窝板钎焊质量检测灰度C扫描图
蜂窝板钎焊质量检测彩色C扫描图
1.3 检测工艺流程
系统的主要工艺流程为:
A. 工件装载:将被测工件装载于检测工装;
B. 系统启动:计算机对系统的所有部件进行自检后,自动校准系统坐标,并对各部件进行复位,进入就绪等待状态;
C. 设置探伤参数:根据测试需要,选择合适的探头,通过对比试块调整探伤仪参数,并保存超声波设置文件;
D. 设置扫描路径:根据工装轮廓,输入工件的扫描路径、扫描速度、精度等参数,设置完成后,保存为扫描路径文件;
E. 执行扫描计划:选择所需要的超声波设置文件、扫描路径文件后,执行扫描计划。
1.4 系统主要组成和工作原理
为满足检测要求,系统的主要部件构成包括:机械机构、电气控制、超声系统、软件系统,以及其他必要的配置。主要部件按照以下原理框图进行连接和工作:
A. 计算机根据扫描计划启动扫描程序,并发送运动轨迹指令到数控系统;
B. 数控系统在计算的指令下驱动工装和探头调节机构进行扫描,探头相对于工件表面始终保持恒定的水距和垂直入射角度,并将等距离采集触发信号发送给超声波仪器;
C. 超声波仪器根据采集触发信号进行数据采集,并将数据发送给计算机;
D. 计算机将收到的数据进行成像和存储,形成实时的A/B/C扫描图。
E. 操作人员根据检测要求,对扫描完成后的图像进行分析和评估。
2. 机械机构
机械部分包括龙双X、Y(叉型)、Z六轴运动机构,及水循环净化系统。
2.1 双X、Y、Z六轴运动机构
双X、Y(叉型)、Z六轴运动机构全部为钢制结构,具有很强的刚性。
框架的支撑脚带有高度调整螺栓,可调整水平地板支撑面的水平度。
X:皮带传动(保证高速和精度)
Y:皮带传动(保证高速和精度)
Z::丝杠传动(低速、精度更高)
具体精度值见2.5的表格
2.2水循环系统及过滤净化装置
本系统配备有水循环净化过滤系统,水循环系统包括:
一个大流量水泵,流速≥3000L/h。
一个25μm过滤能力的过滤器(过滤器滤芯定期更换)。
2.3 线性模组双XYZ轴系统
XY线性轴利用伺服电机驱动高精度的同步带,Z线性轴利用步进电机驱动高精度的滚珠丝杠,保证了检测过程中所需要的定位精度、重复定位精度等项要求。所有线性模组均处于密闭的环境中,避免了灰尘等不利因素的影响。
2.4 喷水水咀
系统需要配置探头,探头装配在探头支架上,支架装配在电动的叉型的Y轴上。
2.5 机电运动性能
根据被检测产品的形状和规格,机械系统提供一套3轴运动机构,组合的机电系统运动性能参数满足以下指标:(在环境温度20±2摄氏度时)
轴* 最大速度 精度 重复性 分辨率 回程间隙
X 600 mm/s ≤±0.05mm/2000mm ≤±0.05 mm 0.01 mm ≤±0.05 mm
Y 600 mm/s ≤±0.05mm/2000mm ≤±0.05 mm 0.01 mm ≤±0.05 mm
Z 30 mm/s ≤±0.02mm/500mm ≤±0.02 mm 0.001 mm ≤±0.02 mm
*备注:
以下为各运动轴定义:
X 沿长度方向
Y 叉型结构,在水平面内与X轴垂直方向
Z 竖直,与X-Y平面垂直方向
3. 电气控制
3.1 运动控制系统
控制界面为中文。该运动控制系统的主要特点包括:
3个轴的运动控制
运动控制器通过TCP/IP通信协议与安装在工控机中的软件实时通信。
3.2 电机
采用6个步进电机分别用来控制X、Y、 Z
驱动放大器采用独特的低噪声设计,且配备高质量屏蔽电缆, 从而能将电磁噪声降低到最低限度. 每个步进电机都装有编码器, 用于定位信号反馈。
3.3 手操遥控器
手操遥控器也叫手脉、或手操器,系统可通过手脉进行手动运动控制,该手脉通过线缆连接到主控柜中,因此可以让操作人员自由手动操作,甚至带到检测区域。所有的运动控制功能均可通过该手脉来实现,可在低速与高速模式下快速调整各轴到所需要的位置。它将使得手动运动控制非常便捷,尤其是在制定扫描路径和进行系统维护时。
3.4 急停开关
本系统安装2个急停开关,在机械扫查架和操作台各装一个,在紧急情况下,任意一个开关按钮被按下后,系统将切断运动控制电机的电源。故障排除后,释放按钮方可恢复给运动系统供电。此外,设备上的所有安全警示将以中文标识。
3.5 高度集成的操作台(或控制柜)
系统配备一个高度集成的操作台,并通过电磁屏蔽措施保证尽可能低的电磁噪声。大屏幕超声成像显示的液晶显示器、工控机、超声波仪器和电机控制器及驱动器都放置在此操作台的电气柜内。电气柜带有锁具,内部还包括其他模块的控制开关和电源等部件:
电源总开关
开关电源、保险丝和电机电源
超声主机
电机运动控制器
电机驱动器
信号接线端子板
工控机机系统
高度集成的操作台示意图(可改为2-3个电脑显示器)
4. 超声系统
超声系统配备先进的全数字超声(UT)模块,在给中国和其他国家提供的超声波检测设备中,该UT模块都有非常稳定的性能表现。从2008年以来,在中国,平均每年有超过200套以上的不同包装形式的UT模块售出,在韩国、日本、美国、南美均有销售,应用于不同行业的UT探伤。经过多年的改进和实际的现场应用,该UT模块性能和稳定可靠性已经很出色。
4.1 UT电子平台的结构和特点
每一个UT模块是独立的单通道A扫描模块,可以根据实际的探伤需要,灵活地组合成多通道、全并行结构。每一UT模块内部板载了不同的功能的数字信号处理器(DSP+ARM+FPGA),每一UT模块给微弱的A扫描信号预设置匹配的信号增益,方大后的A扫描信号在数字化模块上被转化为10位精度的数字化信号,然后会在板载的DSP (数字处理器) 芯片上进行信号处理和预评估。
UT模块具有一个专用以太网接口,通过以太网接口连接于计算机。经过以太网接口,这些数据以高速速率传送到进行评估和控制的电脑中。超声系统完全由电脑控制。电脑显示器提供的A扫描显示可以用来设置和调节超声参数。上传上来的全波形超声波数据经过不同的算法在电脑软件上 形成C扫描、任意剖面的B扫描、任意剖面的D扫描、任意位置的A扫描和任意深度的切片C扫描。
4. 2 超声电子的性能参数
Configuration配置
Pulser脉冲发生器
-500V negative square pulses -500V负方波脉冲
Adjustable amplitude 10V to500V in 10Vsteps 可调脉冲幅度10V~500V,步长10V
Adjustable width 10ns to 1us in 1ns steps 可调脉冲宽度10ns~1μs,步长10ns
Max. PRF 1KHz per channel 单个并行通道脉冲重复频率高达1KHz(全波形处理速度)
Adjustable delay 0 to 10m in 1 mm step 可调延迟范围0~10米,步长1mm
50Ω,75Ω,150Ω or 500Ω output impedance 可选输出阻抗:50Ω,75Ω,150Ω或者500Ω
Receiver接收器
0.2~25MHz analog bandwidth 模拟信号带宽:0.2~25MHz
110dB dynamic range 110dB 动态范围 110dB
gain control in minimum 0.1dB steps 增益调节0-110dB,最小步长0.1dB
Linear index: Vertical <=3%m Transvers <=1% 垂直线性≦3%,水平线性≦1%
Digitizer数字转换器
Sampling frequency of 100MHz 100 MHz 采样频率
10-bit amplitude/channel 每通道10bit波幅采样精度
10m long(steel) A-scan 10米(钢) A扫描长度
Signal Processing信号处理
Linear display线性显示
Featured A-scan compression 全特征A扫描波形压缩
Multi-peak/TOF detection 多峰值/渡越时间数据采集
Adjustable reject level 可调(10%~90%SH)抑制等级
A-scan envelope A扫描波形包络
Evaluation评判
4 gates including interface trigger gate 4个闸门(含界面触发闸门)
2 alarm levels per gate 2个报警门限值/闸门
10ns TOF resolution 10ns渡越时间测量分辨力
Backwall tracking gate底波跟踪闸门
Interfaces接口
External Encoder trigger input 编码器外部触发信号输入
6 alarm output 报警输出:6个
WLAN interface between hardware and PC电脑接口:专用以太网接口
4. 3 技术专长和特点
脉冲反射法的自动动态闸门宽度技术
每个通道提供了4个闸门(可以根据客户需要再增加闸门),可用于界面跟踪和多个波幅和声程的记录。闸门可以任意设置,也可以重叠。在脉冲反射法检测中,可以精确指定4个闸门的位置。对于脉冲反射法检测,闸门可以按如下方法设置:
第一个闸门(IF闸门)用于界面波跟踪和耦合监控;
第二个闸门(A闸门)用于缺陷检测(可以根据客户需要再增加一个同样功能的B闸门);
第三个闸门(AUTO闸门,自动闸门)可用于变厚度零件的探伤,其原理是根据界面闸门内的表面波位置,和底波闸门内的底波位置,动态调整闸门宽度;因此,闸门起始点至界面波距离恒定,闸门终点至底波距离也恒定;
第四个闸门(BW闸门,底面闸门)用来监视底波波幅和声程。
底波跟踪功能在变厚度工件的检测时非常有用,无须人工更改闸门位置便可完成全截面检测,获得稳定的上、下界面盲区。
全波采集(全特征A扫描信号采集)技术
系统全过程都进行高速全A扫描信号采集(全特征A扫描信号采集)。系统可以实现离线C扫描,任意剖面的B扫描, 任意剖面的D扫描,任意位置的A扫描和任意深度的切片C扫描图像的重构。
5. C扫描软件
5.1数据采集和评估软件系统
C扫软件用于数据采集和评估,提供的功能如下所述。在软件包中,任意的扫查设置都可以实现,并且能够进行管理。在实时扫查中,可以获得多个模式的幅度或者厚度C扫查图像。可以同时显示B扫描、D扫描或者断层彩色图像和A扫描回波。
采集数据的存储
每次检测中,所有采集到的数据会立即保存在硬盘上。检测进行中,这些数据可以在电脑上进行实时成像,或者完成后,进行多方位的图像切割分析和数据处理显示。全部采集数据是全特征数据,一般这个数据文件比较大,保存作为档案文件,也可以通过邮件发给系统制造商,进行远程评估和技术指导用。
扫查中断
扫查过程可以随时被中断并稍后恢复。操作者手动产生的中断时,所有先前采集到的数据会被保留,而不需要被重新采集覆盖。交接班时,如果一次扫查尚未完成,这个特点将会非常有用。此外,扫描过程可以在任意扫描线处中断,系统可以在之前的任意中断处重新启动扫描,新的扫描采集数据将覆盖之前的扫描数据。
数据评估
采集完成后,扫查数据可以进行不同的方式的显示和评估,诸如:
C-Scan image, Amplitude and Time of flight C扫描图像(幅值或者渡越时间 )
5.2 数据后处理软件
后续分析、评价材料中的分层、脱粘、夹杂、孔隙率等缺陷,可测出缺陷在材料中的尺寸、深度和大小。
7. 其他部件
7.1 电脑系统
本系统采用1台工业级电脑,最低配置满足:
双核CPU,2.66GHz
最小2GB内存
500GB硬盘驱动器
双显示器接口的独立显示卡
1台21英寸液晶显示器
4个USB接口
1个以太网接口
备份DVD(可擦写)、键盘和光电鼠标
正版操作系统Windows7或者更高版本
7.2 探头
超声探头图片如下,我们会根据具体情况选择探头,常用探头型号见表2
喷水探头的规格如下,一般我们标配1对(2个)探头
No.
序号 Frequency (MHz)
频率(MHz) Wafer Size
晶片尺寸 Quantity (set)
数量(个) Type of focusing
聚焦类型
1 0.5 0.75" 4 Non-focusing
非聚焦
2 1.0 0.5" 4 Non-focusing
非聚焦
3 1.0 0.75" 4 Non-focusing
非聚焦
4 2.25 0.5" 4 Non-focusing
非聚焦
5 2.25 0.75" 4 Non-focusing
非聚焦
6 5.0 0.5" 4 Non-focusing
非聚焦
7 10.0 0.5" 4 Non-focusing
非聚焦
表2:常用探头型号
7.3 对比试块
对比试块1套,具体要求:
碳纤维复材之间的粘接面要有人工预埋缺陷,主要是模拟脱粘缺陷:
预埋圆形缺陷的直径依次: 2mm, 4mm, 6mm, 8mm,10mm,12mm
蜂窝板预置缺陷,主要是模拟脱粘缺陷:
预埋圆形缺陷的直径依次: 10mm, 20mm,
对比试块的缺陷当量在实际测试中都要满足,可用来校验机器和验证精度。
7.4技术资料
系统提供详尽的技术资料,包括:
合同签订后,买方和卖方进行设计联络会议;根据买卖双方达成的协议,卖方提供2份买方工厂基建施工图和设备布局图
随整机发货的3份纸质文档,包含:
(1) 系统操作说明书
(2) 维护和故障排除指导
(3) 易损件目录、制造图
随整机发货的1份纸质合格证书,包含:
(1) 设备质量测试报告
(2) 检测过程和结果数据记录
(3) 根据技术协议指标的检测结果评估
1套U盘数据备份,内容包含:
(1) C扫描操作软件安装文件
(2)其他驱动程序
(3)纸质文档的电子拷贝
系统整机操作手册为中文;
8. 卖方供货范围一览表
卖方供货范围列明如下:
大类 编号 产品名称/型号 数量 单位 价格(元)
一. 超声主机 1 超声主机/BSN-C 1 台 59
二. 超声软件 2 单通道超声波C扫描软件/
BSN-CScanSoft3.0
(含A、B、C、D扫描) 1 套
3 计算机(包括主机、21-23英寸显示器、键盘、鼠标) 1 套
三 超声传感器(超声探头) 4 探头 2 支
四 电控系统 5 6轴(双3轴),包括1个控制柜、运动控制卡1个、电机6个,驱动器6个等 1 套 28
五 机械运动装置 6 6轴,扫查范围如下:
2X:1500
2Y:1000
2Z;200
喷水水咀
水循环系统
过滤净化装置
手操遥控器
急停开关
限位
控制柜 1 套
9. 买方协助的项目
9.1 电源要求
电源:两相(要接地线),电压:交流220V±10%
频率:50赫兹,+1, -2 赫兹
功率:30kVA
最终用户负责将电源接到设备电控柜内
9.2 水
工业用水,pH值7---8之间,固体微粒<100 微米。
9.3 地面基础
检测系统的基础由买方提供,按照卖方在收到订单后提供的信息建造(卖方在收到订单后2月内提供地面基础信息)。基础必须在计划安装时间至少4个星期前完成。基础包括水源、排水设施和电源等,按照卖方提供的图纸要求建造。
9.4 信号接地
系统需要一根单独的地线(只接卖方提供的设备),接地电阻小于1欧姆
9.5 零件吊装机构和安装吊装机构
买方需要在设备安装前准备好一套零件吊装机构,用于工件的上下料。
9.6 网络接口
在交货时建议提供网络接口,位于操作室。
9.7 环境条件
环境温度:
工作状态下为5 ℃ - 40 ℃。
非工作状态下为-10 ℃ - 45 ℃。
零度及零度以下,需要排尽设备内所有水。
无严重尘土污染的工厂环境,确保耦合水干净。
湿度: ≤85 %
9.8 操作员资质
买方设备操作人员要求具备相应资质,推荐操作人员获得超声波2级资格。
10.买方供货范围一览表
编号 供货名或描述 数量
1 电源 1 套
2 水 1 套
3 地面基础 1 套
4 信号接地 1 套
5 零件吊装机构和安装吊装机构 1 套
6 网络接口 1 套
7 环境条件 1 套
8 操作员资质 1 套
9 设备定位后,买方负责将水、电、气引入设备 1 套
10 其他卖方供货范围以外的必要辅助设施等 1 套
11. 验收与售后服务
11.1 验收标准
设备验收须按双方签订的技术协议及验收规范的要求进行。买方、卖方共同参与系统的验收。卖方应向买方的验收代表提交验收数据和报告,设备主要零部件、原材料、原始资料和检查记录。验收标准如下:
1) 机械精度:
对本协议描述的机械精度进行现场确认,按照ISO-230-2标准进行机械精度的测量;
2) 软件功能:
对本协议描述的软件的所有可执行功能完成演示或实际操作,重点检查以下功能:
a) 电脑操作系统为Windows 10系统。
超声波仪器操作软件是嵌入式软件,出厂时已经烧写到仪器中去了,用于设定超声波探伤参数,在超声波仪器中和C扫描软件中都可以设置;
软件可以进行超声波仪器探伤参数设定、扫描轨迹规划和超声数据多方位成像和数据分析,用于对被测零件执行扫描任务。
b) 每一个特定零件型号的探伤仪器设定参数(包括增益、频率、闸门等)都可以在软件中保存为电脑文件并在后续操作中直接调用;每一个特定零件型号的扫描轨迹设定参数也可以在软件中保存为电脑文件并在后续操作中直接调用。
c) 具备界面波、底波跟踪功能,可实现变截面工件的全自动跟踪扫描。
d) 检测结果具有A、B、C三种实时图像显示方式并可记录保存。零件的探伤C扫描图像具有二维坐标,可表示整个零件的探伤进度。
e) 离线数据分析和处理软件。具有C扫描数据处理和分析工具库,包括图形处理、图像显示、信号强度、噪声分析(对图像上选定的无缺陷区域进行波幅平均值计算)等。
3) 超声指标:对以下检测结果进行现场确认。
近表面盲区:对于距表面1.5mm深的直径为1.2mm的平底孔,静态信噪比>=12dB;
探伤灵敏度:对于距表面139.7mm深的直径为1.2mm的平底孔,静态信噪比>=12dB
动态响应:对于距表面1.5mm深的直径为1.2mm的平底孔,动态测试时(试块静止,探头架进行扫描)和静态测试波幅偏差<=±1dB。
买方负责提供上述超声波指标验收所需的试块材料,卖方负责设计加工(材料由买方提供,材质与工件清单中材料相同),其人工缺陷符合上述定义。
超声指标测试仅在该试块上测试。
4) 系统稳定性:
设备连续8小时工作无故障停机;
5) 生产测试:
在超声测试之外,卖方配合买方完成三次/件,验证设备整机功能和运行稳定性。零件图纸在设计联络阶段由买方提供图纸,并经双方商议确认。
11.2 预验收
设备制造完成后,卖方认为达到出厂验收条件时,提前两周向买方发出邀请,买方组织人员参加预验收。
在买方授权人员在场的情况下,把在制造商工厂的系统完整性能演示作为预验收。预验收时间不超过5天,内容按10.1验收标准列出的项目进行,包括:
系统供货范围清点和确认;
系统功能演示和确认;
系统参数核查和确认。
预验收合格后将形成预验收合格报告,经双方签字后设备方可发货
买方负责买方人员的差旅及住宿费用。
11.3 最终验收
设备安装调试完成后,最终验收由卖方在买方的协助下进行。最终验收在买方工厂按照“验收标准”进行验收。验收完成后,由卖方在买方现场对操作、维修人员进行不少于1天的技术培训,保证受训人员能够独立操作,并能判断设备一般故障及进行简单维修。
卖方在设备发货时提供培训计划,详细列出培训内容以及相关项目需要的培训时间。
如果设备不在到达后马上安装,若买方再次启动安装工作,则买方应于部件/系统准备安装前1个月内书面通知卖方。若非卖方原因造成设备验收延时超过3个月,将视为设备自动通过验收。卖方在收到买方的书面通知后,在一个月内派遣2-3名技术人员到买方工厂进行部件/系统安装指导,调试,验收和培训,以及负责设备的启动。
在安装完成后应立即进行验收测试。验收测试合格后,买方和卖方将在最终验收报告上签字。双方对最终验收合格确认后:
买方可以自由使用系统
设备所有权由卖方转移至买方
设备开始进入质量保证期
11.4 售后服务
售后服务由卖方,即北京北极星辰有限公司提供;卖方在北京设有检测设备的备品备件仓库,最大程度的减少买方的停机时间,致力于不断提升买方良好的使用体验。
设备出现故障时,制造商接到买方的正式的书面维修请求后,在8小时内作出响应并安排处理措施。保修期间,安排技术人员3个工作日内到达现场。
12 质量保证及售后服务
12.1 质量保证
设备验收合格后,卖方对设备整机的免费质量保证期不低于壹年。
12.2 售后服务
1) 卖方设有检测设备的备件仓库和维修技术部门,并提供具有设备维护资质的售后服务工程师团队联系方式。保修期内,对由于硬件质量问题造成的硬件自然损坏,卖方将提供现场服务,免费维修更换损坏的硬件。由于买方人为原因造成的硬件损坏,卖方对损坏的硬件作有偿更换。
2) 设备出现故障时,制造商接到买方的正式的书面维修请求后,在8小时内作出响应并安排处理措施。保修期间,安排技术人员3个工作日内到达现场。硬件故障72小时内解决(有库存备件),复杂故障应在72小时内给出解决方案。
3) 日常维护指导:在设备安装培训阶段,卖方培训师针对客户需求,相应培训日常维护知识,自检自排故障。
4) 远程指导:遇到技术问题,买方可以通过电话,网络等方式跟卖方联系解决。
5) 当设备质量保证期过后,卖方仍能及时提供技术支持、接受咨询及设备备件的供应。
6) 卖方供货时提供最新版本的软件,并提供免费的软件后续升级服务。
13. 项目工期与进度规划
(月)
第
1
月 第
2
月 第
3
月 第
4
月
设计联络
设备的设计
设计审查
设备制造
预验收
运输
安装④与调试
技术培训
说明:① 表格中绿色阴影表示各阶段工期时间。
② 项目起始日期以乙方收到甲方预付款之日计算
③ 如遇“春节”等重大节假日,项目工期应适当顺延。
④ 安装主要是指在甲方现场固定放置C扫设备、接通电源和水路的过程。

